Value Engineering (VE) is a proven technique to reduce the cost of a product while maintaining or increasing its function. Value is defined as the ratio of Function to Cost. VE provides a disciplined methodology to systematically examine each and every product component and each and every manufacturing process in terms of their function and cost. The term “Function” is broadly defined in VE. Besides physical function, it includes ease of use, reliability, precision, accuracy, durability, etc. A simplified quadrature classification of the value matrix is shown. Each component and process can be mapped on to this matrix.

Efforts are first focused on the Low Function/High Cost items. These are great candidates for outright elimination or substitution by other equivalent lower-cost components. For the High Function/Low Cost items, efforts are focused on increasing functionality if so desirable. For the High Function/High Cost items, efforts are focused on increasing functionality and reducing cost. For the Low Function/Low Cost items, efforts are focused on elimination or substitution.
CASE STUDY
The Value Engineering process is illustrated with a specific example from the dental scanner industry. The client's competitor was using a confocal imaging scanner in their product. It had high accuracy but also had a very large and heavy handpiece. The size and weight of the handpiece made it very expensive and also less usable.
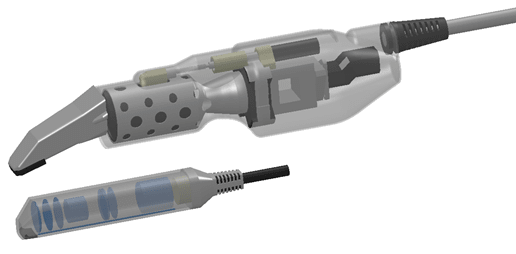
We systematically analyzed each component in the competitor's handpiece and assigned them a function score F on a numerical scale of 0 to 1. Cost C was assigned a metric based on the parts cost and the cost of assembling the part in the handpiece. The metric was normalized by the total manufacturing cost of the handpiece so all cost metrics were in the 0 to 1 range numerically. Value of each component was calculated as V=F/C. In turned out that nearly all of the optical components fell in the high function/high cost category. The electronic components were in the high function/low cost category while the mechanical components were mostly in the low function/low cost category. In looking to eliminate or substitute the high function/high cost components it became obvious that the best way would be to move the bulk of the optical components out of the handpiece and into the attached cart. To accomplish this an optical fiber was added to transfer the imaging data from the handpiece to the cart. As we had built the Engineering Unit already, we had all of the data needed to calculate the effect of the fiber. There were only very small drops in the F metrics due to losses in the fiber. Some of these losses we were able to compensate for optically and electronically in the cart so that overall there was essentially no drop in F by adding the fiber. Moving the bulk of the optical components also allowed us to move some of the electronic and mechanical components out of the handpiece and into the cart. The tremendous reduction in size, weight and cost are illustrated below in schematic models of the competitor's unit and our client's unit.
We systematically analyzed each component in the competitor's handpiece and assigned them a function score F on a numerical scale of 0 to 1. Cost C was assigned a metric based on the parts cost and the cost of assembling the part in the handpiece. The metric was normalized by the total manufacturing cost of the handpiece so all cost metrics were in the 0 to 1 range numerically. Value of each component was calculated as V=F/C. In turned out that nearly all of the optical components fell in the high function/high cost category. The electronic components were in the high function/low cost category while the mechanical components were mostly in the low function/low cost category. In looking to eliminate or substitute the high function/high cost components it became obvious that the best way would be to move the bulk of the optical components out of the handpiece and into the attached cart. To accomplish this an optical fiber was added to transfer the imaging data from the handpiece to the cart. As we had built the Engineering Unit already, we had all of the data needed to calculate the effect of the fiber. There were only very small drops in the F metrics due to losses in the fiber. Some of these losses we were able to compensate for optically and electronically in the cart so that overall there was essentially no drop in F by adding the fiber. Moving the bulk of the optical components also allowed us to move some of the electronic and mechanical components out of the handpiece and into the cart. The tremendous reduction in size, weight and cost are illustrated below in schematic models of the competitor's unit and our client's unit.
An important point to keep in mind is that Value Engineering can not be done too early in the design process. For it to succeed, we need a working unit so that the trade-offs of the changes can be assessed and quantified. Otherwise the Value Engineering activity becomes simply high-risk research activity. At Syprosoft, we typically perform Value Engineering at the Production Unit phase.